加工実績
- 地元、工場間のネットワークにより、ほぼすべての加工(切削・ヘッダー・メッキ:鍍金)を承ります。
- 商社機能の強みを生かし、使用用途に応じた、製造機器、方法を選定します。
- お急ぎの場合、24時間以内の見積回答、1週間~10日以内の製造を通常サイトにしています。
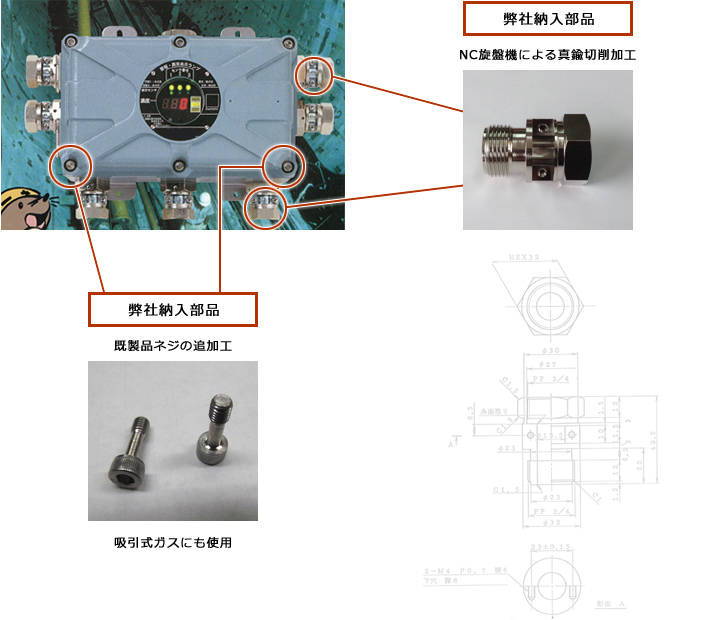
NC加工機、マシニング機による切削加工品の取り扱いは、弊社ではヘッダー加工品に並ぶ取扱実績があります。 同一製品でも、用途により求める精度が異なるケースが散見される切削加工品は、ユーザー様にとって最適なニーズに対応すべく、製造マシンを選定し、ご要望にきめ細かく対応いたします
用途に対応した精度と価格をご提案します
| 概 要 | 全長18mm / 両ネジM3 / 頭部フライス / 真鍮材(Ni) |

頭部(-)半導体基盤アッセンブリ用のスペーサです。
同一寸法の製品ですが、ユーザー様がしようされる機材により精密な寸法を求められるロットと、JIS B-0405の標準公差内で低価格での製造を要望されるロットに2分されました。
弊社は、以下の通り、切削マシンを選定し、両建ての単位と精度でご要望に応じました。
| 精 度 | 切削機器 | 数 量 | 単価/個 |
| 高(公差0.01) | NC旋盤機 | 500 | 60円 |
| 並(公差±0.2) | カム式自動機 | 500 | 42円 |
いろんな工程を要する製品を地元ネットワークをつないで形にしました。
| 概 要 | 全長36mm / ネジ部M6 / 胴部研磨 / 鉄(両端PK) |

工作機器に使用する特寸ネジです。NC旋盤機で成型後、焼入処理→PK処理→胴部の研磨と4工場が関与して、完成したネジです。各機能が、集積している東大阪・八尾地域ならではの、コラボレーションが活かせた事例
です。
| 数 量 | 単位/個 |
| 500 | 280円 |
| 1,000 | 240円 |
こうして、製造された特殊ネジが、実際の商品に使用されている事例です。 地元メーカーのノウハウが、社会に役立っている事に、やりがいを感じる一方、携わっている事に従業員一同職責を感じております。
製造と管理精度を求められる量産品の取り扱い例です(気体検知器信号変換器)
吸引式気体検知部
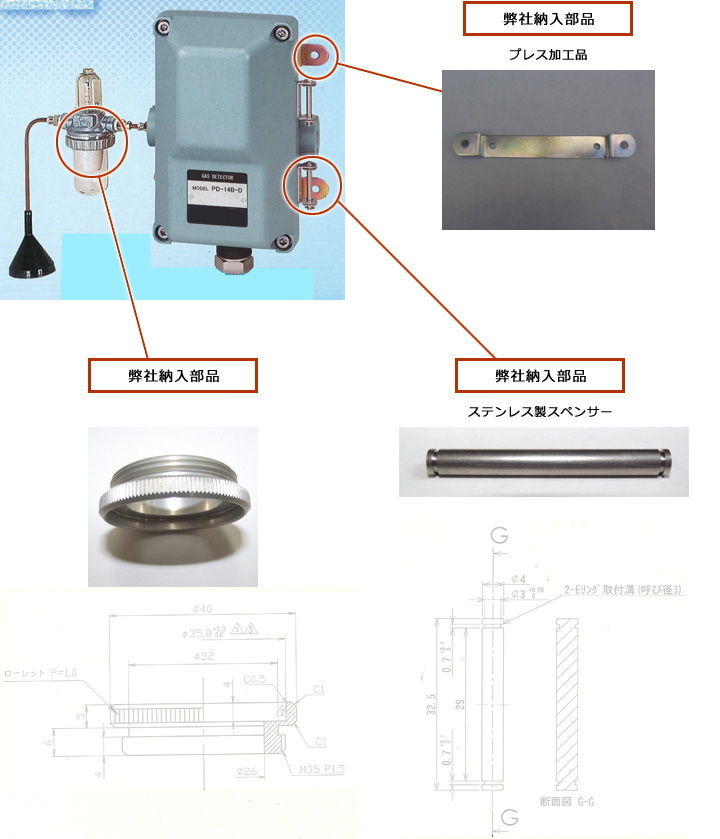
高感度可燃性気体検知器

製造機器

金属切削加工機の事例
協力工場各社での製造に使用している主なNC旋盤、複合NC旋盤(ターニングセンター)、マシニングセンター等です。
| 切削機 | 単メーカー(型番) | 材料寸法 | 台 数 |
| 複合加工機 | 森精機 NL2500M | φ300*700 | 1台 |
| 複合加工機 | オークマ LU300MY | φ250*400 | 1台 |
| 複合加工機 | 日立精機 ハイセル23 | φ300*400 | 1台 |
| マシニングセンター | 森精機NL 2500Y/700 | 350*400 | 1台 |
| マシニングセンター | オークマ MB-56V | 560*600(1000*600) | 1台 |
| タッピングセンター | ブラザー TC-S2B | 480*400 | 1台 |
| NC旋盤 | シチズンマシナリーCICOM20 | φ3*20 | 1台 |
| NC旋盤 | スター精密SB-16 | φ16*170 | 2台 |
| NC旋盤 | スター精密SR-20 | φ16*200 | 1台 |
| NC旋盤 | スター精密RNC-16 | φ16*130 | 4台 |
| NC旋盤 | スター精密SST-16 | φ16*300 | 1台 |
| NC旋盤 | スター精密SA-16R | φ12*100 | 1台 |
| NC旋盤 | オークマ LB300 | φ250*500 | 1台 |
| NC旋盤 | 日立精機 SL200 | φ250*300 | 1台 |
| NC旋盤 | 森精機 SL15 | φ150*350 | 1台 |
| NC旋盤 | 日立精機 NK20 | φ250*300 | 1台 |
| NC旋盤 | 日立精機 NR20 | φ250*300 | 2台 |
| NC旋盤 | 江黒 NUCLEET | 4台 | |
| 真円度測定器 | 東京精密 Rondocom41C | φ250 | 1台 |
| 傾斜NC円テーブル | kitagawa TT182 | φ180* | 1台 |
加工材料
加工材質は、真鍮・鉄・ステン・アルミニウム・などの金属だけでなく、樹脂も可能です。
この一覧にのっていない材質であっても加工可能な場合もあります。是非お問い合わせ下さい。
銅・黄銅 系
| C3604 | 快削真鍮、旧呼称BsBM2。切削性に優れている材質です。 |
| C4641 | ネバール真鍮、旧呼称BsBM2。塩水に対する耐食性に特に優れています。 |
| C5191 | リン青銅、旧呼称PBB2。銅にスズとリンを混ぜた合金。耐疲労・耐食・耐摩耗性に 優れています。 |
| C5341 | 快削リン青銅。リン青銅に鉛を添加。切削性を上げたものです。 |
| C6191 | アルミニウム青銅、旧呼称ABB2。強度が高く、耐食・耐摩耗性に優れています。 |
| C6782 | 高力真鍮、旧呼称HBsB2。強度が高く、熱間鍛造・耐食性に優れています。 |
| C1020 | 無酸素銅。旧呼称OFCuBと呼ばれ、タフピッチ銅、脱酸素銅の長所を合わせ持ち、 酸素も脱酸材も含みません。銅分99.96% ※脱酸材 – 溶融金属の溶込んだ酸素を除去するために使用する材料。 脱酸する金属により脱酸材の種類も異なります。 |
| 快削銅 | 旧呼称TeCu。銅にテルル(Te)を加え、快削性を改善した材質で、耐熱性も高くなっています。 |
| クローム銅 | 旧呼称CrCu。電気電導度と硬度を合わせ持った材質。高温時には耐摩耗性にも優れた特性を 発揮します。 |
| C1720 | ベリリウム銅25、旧呼称BeCu25。銅合金の中で最高の強度と硬さを持っており、 熱処理により硬さをHB344~421まで上げることができます。Cu-Co-Be合金。 |
| ベリリウム銅50 | 旧呼称BeCu50.電導性と高度が特徴です。硬さは25合金より劣りますが、電導性は50合金が 優れています。Cu-Co-Be合金。 |
| BC6 | 砲金、旧呼称BC6C。銅、スズ、亜鉛、鉛から成る合金です。 |
ステンレス
| SUS303 | オーステナイト系ステンレス。切削、耐熱性に優れています。 |
| SUS304 | オーステナイト系ステンレス。耐熱鋼として最も広く用いられています。18%のCrと8%のNiが添加されているので通称18-8ステンレスと呼ばれています。 |
| SUS316 | オーステナイト系ステンレス。304より耐食性に優れていますが、切削性は304より劣ります。 |
| SUS403 | マルテンサイト系ステンレス。耐熱鋼で高応力部材に使われる材質です。 |
| SUS420J2 | マルテンサイト系ステンレス。焼き入れが可能なステンレス鋼材です。 |
| SUS440C | マルテンサイト系ステンレス。焼き入れすることにより、耐熱鋼・ステンレス鋼の中で最高度の硬さにできる材質です。 |
| SUS630 | 析出硬化系ステンレス。Cuを添加することで析出硬化性を持たせた材質です。 ※析出硬化 – 熱処理により高度を高める処理 |
鉄
| SS400 | 一般構造用圧延鋼材。熱処理せずに使われる材質です。(SSの後ろの数は引っ張りつよさの下限値を表わします) |
| S45C | 0.42~0.48%のC(炭素)を含んだ炭素鋼。炭素の含有量が0.6%以下を炭素鋼、それ以上は炭素工具鋼(SK材)と呼びます。さらにC量が0.25%以下の材料を軟鋼、それ以上を硬鋼と言います。Cの割合が多ければ多いほど焼き入れ後の硬さは高くなり、耐摩耗性がよくなります。 |
| NAK55 | ナック55-大同特殊鋼(株)のブランド品。プリバートン40HRCで日立金属のHPM1と同等品の材料です。 |
| NAK80 | ナック80-大同特殊鋼(株)のブランド品。プリバートン40HRCで日立金属のHPM50と同等品の材料です。 |
アルミニウム
| A1070 | 純度99.7%以上。A1050の代用として用いられる材質です。 |
| A2011 | 級呼称11Sと呼ばれ、強度と切削加工性に優れた材質です。 Al-Cu合金。 |
| A2017 | AL-CU合金。旧呼称で「ジュラルミン」と呼ばれ、強度が高く、切削加工性も良好な材質です。耐食性、溶接性は劣ります。 |
| A2024 | 旧呼称「超ジュラルミン」と呼ばれ、A2017より強度が高く、切削加工性もよい材質です。Al-Cu合金。 |
| A5052 | 旧呼称52Sと呼ばれ、中程度の強度があり、耐食・溶接性ともに良好な材質です。Al-Mg合金。 |
| A5056 | AL-Mg合金。旧呼称56Sと呼ばれ、耐食・切削加工性・陽極酸化処理性(アルマイト)がよい材質です。 ※陽極酸化処理 – 表面に酸化被膜をつくり、アルミニウムの錆を防ぎます。アルマイトとも呼ばれ、硬質化や着色も可能です。 |
| A5083 | AL-Mg合金。非熱処理合金の中で最高強度を保持。耐食・溶接性が良好です。 |
| A6061 | 旧呼称61Sと呼ばれ、強度・耐食性が高いレベルで保たれた材質です。 |
| A6063 | 旧呼称63Sと呼ばれ、A6061より強度は低いが、耐食・表面処理性に優れた材質。丸棒はなく、角、平角、アングル、チャンネル材となります。Al-Mg-Si合金。 |
お取引の流れ
見積もり、ご注文から納品までの流れをご紹介いたします。ご依頼の際、参考にしてください。
Q&Aなども参照いただければ、お問い合わせやご注文の際、また納品の際に、スムーズな対応が可能となります。
| 1 | 見積もり依頼 | FAX、メール、当ホームページにてお見積もり依頼をお受けしております。 図面とともにお送り下さい。 手書きのラフ図面でも構いません。 御社名・ロット数・希望納期を忘れずに記入してください。 | |
| 2 | 見積もり回答 | 営業日であれば24時間以内を目処に回答させていただきます。 | |
| 3 | ご注文 | お見積もりの内容で宜しければ、「注文書」と「加工図面」をセットでFAXしてください。 電話による口頭注文はお受けしておりません。 必ず書面にて注文お願いします。 | |
| 4 | お支払い | 初回注文のお客様は、銀行振込による前払いとさせて頂きます。 振込確認後、材料手配をします。 (この時点より注文の取り消しはご容赦願っております。) | |
| 5 | 機械加工 | 製品の特性に応じて、最適な協力工場、加工機器を選定し製造します。 | |
| 6 | 出 荷 | 製品を梱包して、必要伝票類と伴に、福山通運又は、日本郵便にて配送いたします。 通常1日程度東北・九州の場合は1日半、北海道は2日が到着の目安となります。 | |
| 備 考 | 法人契約をご登録のお客様は、2回目以降、掛売での決済とさせて頂きます。 |
※お客様がご使用のフォーマットでも、ご注文を承ります。
その際、以下の事項をご確認ください。
- 材質(表面処理)の記入漏れがないか
- 寸法・数量の記入漏れがないか
- 納期指定を忘れてないか
よくあるご質問
よくある質問をご紹介いたします。 ご依頼の際の目安としてご覧ください。
Q,どのような加工を得意とされているのですか?
A,小ロット品は、切削加工、大ロット(2万個以上/回)はヘッダー加工をお勧めしています。カメラのネジに長年携わっていましたので、精密なネジや微細加工は特に得意です。協力工場の中には、CNC主軸移動型自動旋盤(ピーターマンタイプ)という精密切削に適した機械を保有する工場があります。
Q,そのくらいの大きさのものを加工できるのですか?
A,材質にもよりますが、直径で約φ0.2mmからφ250mmまでです。長さは、φ50mmで約1,000mm程度、φ200mmで約500mm程度となります。マシニング加工は150mm×150mm×1001mm程度を目安としてお考えください。
Q,どういった材質が加工可能ですか?
鉄、ステンレス、アルミ、真鍮、銅、チタンやハステロイなどの難削材、各種樹脂などです。主な加工材質の実績をご参照ください。
Q,材料は支給したほうがいい?
原則、当社にお任せいただいておりますが、市場に出回っていないような特殊材質や、小ロット入手が困難な場合は支給いただくケースもあります。
Q,関西からは遠いですが、取引は可能ですか?
遠方のお客様も多々おられます。問題ありません。
Q,見積や注文の方法は?
FAXもしくはメールにPDFデータを添付して、図面をお送りください。その際、お取引の流れやこのO&Aのページに目を通して頂ければ幸いです。
Q,手書きの図面でもOKですか?
各部品のサイズや要求事項が記載されていれば、手書き図面やラフ図面でも見積可能です。
Q,注文個数はいくつから?
1個から承っております。単品は得意分野としていますので、ぜひご相談下さい。
Q,個人からの注文でも大丈夫?
個人の方からの依頼もお受けしています。ただし、作りたい形状がはっきりしており、製作するものの図面、もしくは現物(サンプルなど)が必要となります。強度計算などを含め、1から設計して創造していくような仕事は扱えませんのでご了承下さい。
Q,食品関係の部品はつくれますか?
SUS316等で対応いたします。洗浄は超音波洗浄器を使用します。
Q,二次加工は可能ですか?
転造、矢打ち、表面処理、研磨等弊社のネットワークで対応します。
Q,コストを抑える提案はいただけますか?
研磨加工のある品物を省く提案をしたり、コストを抑える以外にも色々な提案をさせていただきます。